



金属焊接方法有40种以上,主要分为熔焊、压焊和钎焊三大类。
熔焊是在焊接过程中将工件接口加热至熔化状态,不加压力完成焊接的方法。熔焊时,热源将待焊两工件接口处迅速加热熔化,形成熔池。熔池随热源向前移动,冷却后形成连续焊缝而将两工件连接成为一体。
在熔焊过程中,如果大气与高温的熔池直接接触,大气中的氧就会氧化金属和各种合金元素。大气中的氮、水蒸汽等进入熔池,还会在随后冷却过程中在焊缝中形成气孔、夹渣、裂纹等缺陷,恶化焊缝的质量和性能。
为了提高焊接质量,人们研究出了各种保护方法。例如,气体保护电弧焊就是用氩、二氧化碳等气体隔绝大气,以保护焊接时的电弧和熔池率;又如钢材焊接时,在焊条药皮中加入对氧亲和力大的钛铁粉进行脱氧,就可以保护焊条中有益元素锰、硅等免于氧化而进入熔池,冷却后获得优质焊缝。
压焊是在加压条件下,使两工件在固态下实现原子间结合,又称固态焊接。常用的压焊工艺是电阻对焊,当电流通过两工件的连接端时,该处因电阻很大而温度上升,当加热至塑性状态时,在轴向压力作用下连接成为一体。
各种压焊方法的共同特点是在焊接过程中施加压力而不加填充材料。多数压焊方法如扩散焊、高频焊、冷压焊等都没有熔化过程,因而没有象熔焊那样的有益合金元素烧损,和有害元素侵入焊缝的问题,从而简化了焊接过程,也改善了焊接安全卫生条件。同时由于加热温度比熔焊低、加热时间短,因而热影响区小。许多难以用熔化焊焊接的材料,往往可以用压焊焊成与母材同等强度的优质接头。
钎焊是使用比工件熔点低的金属材料作钎料,将工件和钎料加热到高于钎料熔点、低于工件熔点的温度,利用液态钎料润湿工件,填充接口间隙并与工件实现原子间的相互扩散,从而实现焊接的方法。
焊接时形成的连接两个被连接体的接缝称为焊缝。焊缝的两侧在焊接时会受到焊接热作用,而发生组织和性能变化,这一区域被称为热影响区。焊接时因工件材料、焊接材料、焊接电流等不同,焊后在焊缝和热影响区可能产生过热、脆化、淬硬或软化现象,也使焊件性能下降,恶化焊接性。这就需要调整焊接条件,焊前对焊件接口处预热、焊时保温和焊后热处理可以改善焊件的焊接质量。
电路板焊接缺陷的三大原因
板孔的可焊性对焊接质量的影响
可焊性就是金属表面被熔融焊料润湿,即焊料所在的金属表面形成一层连续的,相对均匀的,光滑的附着薄膜。电路板孔可焊性不好,会造成虚焊缺陷,影响电路中元件的参数。不稳定的多层板元器件和内层线导通,严重时会致使整个电路的功能失效。

电路板
电路板可焊性受到以下几个因素的影响:
(1)焊接材料的组成成分和被焊接的材料的性质。 作为焊接化学处理过程的重要组成部分,焊接材料包含有助焊剂的化学材料,一般为低熔点共熔金属为Sn-Pb或Sn-Pb-Ag,其中杂质含量不能超过一定比例,防止杂质产生氧化物而被助焊剂溶解。焊剂一般采用白松香和异丙醇溶剂,通过热量传递,将电路板表面的锈蚀去除,帮助焊料更好地润湿被焊电路板的表面。
(2)电路板的可焊性还受到焊接的温度和金属板表面清洁程度的影响。温度太高会加快焊料扩散速度,提高焊料的活性,导致电路板和焊料熔融表面迅速氧化,形成焊接缺陷;受污染的电路板表面也会影响电路板可焊性从而产生锡珠、锡球、开路、光泽度不好等缺陷。
翘曲导致焊接缺陷
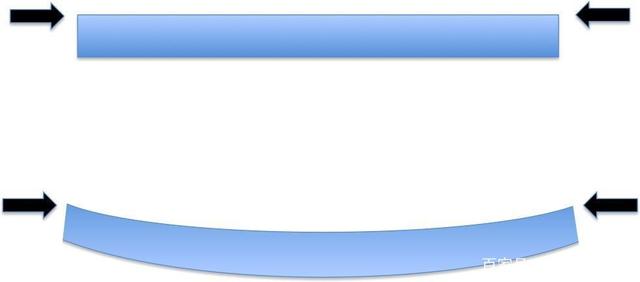
翘曲电路板的形状
电路板和元器件在焊接过程中由于应力变形翘曲,产生虚焊、短路等缺陷。电路板的上下部分温度不平衡是造成电路板翘曲的主要原因。对于大的电路板来说,自身重量下坠也会产生翘曲。普通的PBGA器件与电路板之间的距离约为0.5mm,如果电路板上器件较大,电路板在降温后逐渐恢复正常形状,而应力作用将长时间作用于焊点,这时如果器件抬高0.1mm,完全有可能会导致虚焊开路。
焊接质量受电路板设计影响

电路板焊接过程
虽然焊接在布局尺寸大的电路板上较容易控制,但是板的尺寸过大会导致印刷线条长,阻抗也随之增大,抗噪声的能力下降,板的成本增加;板的尺寸过小时,散热能力下降,焊接的过程也不容易控制,还会发生相邻的线条相互干扰的情况。所以,必须优化印制电路板的设计:
(1)尽量将高频元件之间的连线缩短、减少电磁干扰。
(2)超过20g的大重量元件,应该采用支架进行固定,然后再进行焊接工作。
(3)发热的元件应该考虑散热的问题,防止元件表面温度较高产生缺陷,热敏元件应该尽量远离发热源。
(4)为使电路板美观且容易焊接,尽可能将元件进行平行排列,这样也有利于进行大批量生产。电路板设计的最佳比例应该为4∶3的矩形。导线宽度应该尽量均衡,防止布线不连续。应该避免使用大面积铜箔,防止其在电路板长时间受热时发生膨胀和脱落的现象。


