



手工电弧焊运条
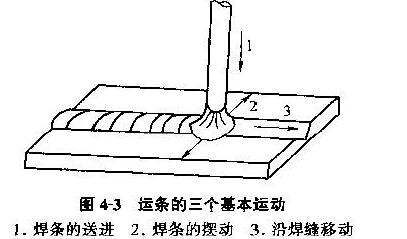
为获得良好的焊缝成形,焊条需要不断地运动。焊条的运动称为运条。运条是电焊工操作技术水平的具体表现。焊缝质量优劣、焊缝成形的良好与否,与运条有直接关系。运条由三个基本运动合成,分别是焊条的送进运动、焊条的横向摆动运动和焊条沿焊缝移动运动,如图4-3所示。

(一)焊条的送进运动
焊条的送进运动主要用来维持所要求的电弧长度。由于电弧的热量熔化了焊条端部,电弧会逐渐变长,有熄弧的倾向。要保持电弧继续燃烧,必须将焊条向熔池送进,直至整根焊条焊完为止。为保证一定的电弧长度,焊条的送进速度与焊条的熔化速度相等,否则会引起电弧长度的变化,影响焊缝的熔宽和熔深。
(二)焊条的摆动和沿焊缝移动
焊条的摆动和沿焊缝移动这两个动作是紧密相连的,而且变化较多、较难掌握。通过摆动和移动的复合动作获得一定宽度、高度和熔透度的焊缝,使得焊缝成形良好。
手工电弧焊运条的方式
1、直线形运条法
直线形运条法常用于Ⅰ形坡口的对接平焊.多层焊的第一层焊道或多层多道焊。
2、直线往复运条法
这种运条法的特点是焊接速度快、焊缝窄、散热快,适用于薄板或接头间隙较大的多层焊第一层焊道。
3、锯齿形运条法
焊接时,焊条末端作锯齿形连续摆动和向前移动,并在两边稍停片刻,以防产生咬边,这种方法较易掌握,生产中应用较多。
4、月牙形运条法
这种运条方法熔池存在时间长,易于溶渣上浮和气体析出,焊缝质量较高。
5、斜三角形运条法
这种运条方法能够借助焊条的摇动来控制熔化金属,促使焊缝成形良好,适用于T形接头的平焊和仰焊以及开有坡口的横焊。
6、正三角形运条法
这种方法一次能焊出较厚的焊缝断面,不易夹渣,生产率高,适用于开坡口的对接接头。
7、正圆圈形运条法
这种运条方法熔池存在时间长,温度高,便于熔渣上浮和气体析出,一般只用于较厚焊件的平焊。
8、斜圆圈形运条法
这种运条方法有利于控制熔池金属不下淌,适用于T形接头的平焊和仰焊,对接接头的横焊。
9、8字形运条法
这种运条方法能保证焊缝边缘得到充分加热,熔化均匀,保证焊透,适用于带有坡口的厚板对接焊。
推荐阅读:
手工电弧焊的对接立焊
手工电弧焊立焊方法
手工电弧焊的焊接工艺参数有哪些
手工电弧焊对焊接电源的要求
手工电弧焊收尾


