汽车行业的竞争日益激烈,如何提高JPH,提高产品的质量,合理安排生产计划,减少库存,优化物料管理模式已经成为汽车行业中最为关心的几个议题。只有先在生产过程中妥善地处理好了质量,计划,物料之间的关系,才能提高产量,增加销售额,从而立于市场的不败之地。AVI系统作为一个连接上层MIS和现场 FCS的制造执行系统,可以帮助汽车生产商解决这些问题。因此,在当今汽车行业,各大汽车生产商都已经将AVI系统列为关键生产系统,并且有更多的厂商正在寻求合理的AVI系统解决方案,以提高企业的自动化水平和市场竞争力。
2.AVI系统简介
AVI系统全称Automatic Vehicle IdenTIficaTIon System,即车体自动识别跟踪系统。
在汽车各类生产线上采用AVI系统,可以对不同的生产数据和相关的质量信息进行实时采集监视,并可以通过与上层MIS系统和ERP系统的数据接口,得到全厂的订单信息、生产计划等,结合本身的车体跟踪信息,进行合理的排产。同时,AVI系统也可以向物料管理、质量保证以及其他部门传送相关信息,这对物料供应、销售服务、质量监控以及整车的终身质量跟踪等都起着非常重要的作用。
在涂装车间,与AVI系统产生连锁信息通常包括以下系统:


? MIS或ERP等信息系统
? 机运系统
? 漆房机器人系统
? 其他需要车体跟踪信息的系统
3.涂装车间AVI系统功能
涂装车间的AVI系统通常会包括以下功能:
实时的车体信息跟踪:通过实时的动态画面使用户方便地掌握整个车间的过车情况,了解当前订单的生产状况,并快速的查找到某辆车当前在哪个工艺段,这可以帮助相关人员及时了解一些特殊订单车、试验车或者有严重质量缺陷的车辆的具体位置,方便进行特殊处理。
质量信息录入和查询功能:提供现场操作站供质检工段的人员为车辆录入质量信息,该信息将自动存入AVI数据库,供生成质量报表所用,同时也可以在实时画面上方便的查询车间内每辆车体的质量情况。该功能一方面可以让质量管理人员方便地分析出频繁发生的质量问题,从而对相关工艺进行更新,另一方面可以让返修和点补等工段的人员快速地了解车辆返修的原因,对症下药,并且还可以为车辆终身的质量跟踪提供初始数据。
路由功能:在车间内某些机运链的分道口和存储区,AVI系统可以自动计算出当前车辆应当选择的道次,并且发送给机运系统。这一功能可以实现车辆在存储区的自动批次编组等功能,大幅提高存储区以后工艺段的工作效率,在一些混线生产的车间里显得尤为重要。另外还大大地提高了车间的自动化水平,为企业节省大量的人力成本。
为其他系统提供信息:AVI系统可以为车间内甚至全厂的其他系统提供他们所需要的车体信息和质量信息。如下线区广播功能可以为总装车间的物料拉动提供依据,减少总装的停线率;为喷房机器人提供的车体信息可以让机器人实现自动喷涂,无需人工介入,提高了自动化水平,并且增加了准确性。
报表功能:自动输出的多样化的报表可以帮助系统用户了解每个时段每种车型的生产情况,借助相关的分析曲线等可以让用户方便的了解到生产过程中出现的瓶颈工段,为人员调整等提供依据。
4.案例分析
鉴于AVI系统给汽车制造业带来的种种好处,国内各汽车生产商都在陆续寻求符合自身生产状况的AVI系统解决方案。罗克韦尔自动化作为世界领先的生产解决方案供应商,曾为国内多家汽车生长商提供了合理的AVI系统方案。以下将借助其中一个涂装车间的案例进行分析。
该AVI系统采用典型的高配AVI系统架构,系统主要包括两台冗余结构服务器、数套PLC控制器、数台现场触摸式操作屏和30多个分布在车间各个工艺段的AVI读写站。系统硬件架构如下图:
该系统使用ETHERNET+DEVICENET两层网络结构。PLC上层使用ETHERNET连接,包括系统服务器、系统数据库、操作站等;PLC下层使用DEVICENET连接,包括RFID天线、BARCODE扫描枪和分布式IO等。
系统中,AVI服务器上运行罗克韦尔自动化的RSVIEW SE组态软件,不仅提供实时的监视画面供相关人员及时了解整个车间的过车情况,还负责路由的逻辑运算以及与系统数据库的数据交换等。另外,RSVIEW SE还提供冗余功能和客户端功能。
1.前言
汽车行业的竞争日益激烈,如何提高JPH,提高产品的质量,合理安排生产计划,减少库存,优化物料管理模式已经成为汽车行业中最为关心的几个议题。只有先在生产过程中妥善地处理好了质量,计划,物料之间的关系,才能提高产量,增加销售额,从而立于市场的不败之地。AVI系统作为一个连接上层MIS和现场 FCS的制造执行系统,可以帮助汽车生产商解决这些问题。因此,在当今汽车行业,各大汽车生产商都已经将AVI系统列为关键生产系统,并且有更多的厂商正在寻求合理的AVI系统解决方案,以提高企业的自动化水平和市场竞争力。
2.AVI系统简介
AVI系统全称AutomaTIc Vehicle IdenTIfication System,即车体自动识别跟踪系统。
在汽车各类生产线上采用AVI系统,可以对不同的生产数据和相关的质量信息进行实时采集监视,并可以通过与上层MIS系统和ERP系统的数据接口,得到全厂的订单信息、生产计划等,结合本身的车体跟踪信息,进行合理的排产。同时,AVI系统也可以向物料管理、质量保证以及其他部门传送相关信息,这对物料供应、销售服务、质量监控以及整车的终身质量跟踪等都起着非常重要的作用。
在涂装车间,与AVI系统产生连锁信息通常包括以下系统:
? MIS或ERP等信息系统
? 机运系统
? 漆房机器人系统
? 其他需要车体跟踪信息的系统
3.涂装车间AVI系统功能
涂装车间的AVI系统通常会包括以下功能:
实时的车体信息跟踪:通过实时的动态画面使用户方便地掌握整个车间的过车情况,了解当前订单的生产状况,并快速的查找到某辆车当前在哪个工艺段,这可以帮助相关人员及时了解一些特殊订单车、试验车或者有严重质量缺陷的车辆的具体位置,方便进行特殊处理。
质量信息录入和查询功能:提供现场操作站供质检工段的人员为车辆录入质量信息,该信息将自动存入AVI数据库,供生成质量报表所用,同时也可以在实时画面上方便的查询车间内每辆车体的质量情况。该功能一方面可以让质量管理人员方便地分析出频繁发生的质量问题,从而对相关工艺进行更新,另一方面可以让返修和点补等工段的人员快速地了解车辆返修的原因,对症下药,并且还可以为车辆终身的质量跟踪提供初始数据。
路由功能:在车间内某些机运链的分道口和存储区,AVI系统可以自动计算出当前车辆应当选择的道次,并且发送给机运系统。这一功能可以实现车辆在存储区的自动批次编组等功能,大幅提高存储区以后工艺段的工作效率,在一些混线生产的车间里显得尤为重要。另外还大大地提高了车间的自动化水平,为企业节省大量的人力成本。
为其他系统提供信息:AVI系统可以为车间内甚至全厂的其他系统提供他们所需要的车体信息和质量信息。如下线区广播功能可以为总装车间的物料拉动提供依据,减少总装的停线率;为喷房机器人提供的车体信息可以让机器人实现自动喷涂,无需人工介入,提高了自动化水平,并且增加了准确性。
报表功能:自动输出的多样化的报表可以帮助系统用户了解每个时段每种车型的生产情况,借助相关的分析曲线等可以让用户方便的了解到生产过程中出现的瓶颈工段,为人员调整等提供依据。
4.案例分析
鉴于AVI系统给汽车制造业带来的种种好处,国内各汽车生产商都在陆续寻求符合自身生产状况的AVI系统解决方案。罗克韦尔自动化作为世界领先的生产解决方案供应商,曾为国内多家汽车生长商提供了合理的AVI系统方案。以下将借助其中一个涂装车间的案例进行分析。
该AVI系统采用典型的高配AVI系统架构,系统主要包括两台冗余结构服务器、数套PLC控制器、数台现场触摸式操作屏和30多个分布在车间各个工艺段的AVI读写站。系统硬件架构如下图:
该系统使用ETHERNET+DEVICENET两层网络结构。PLC上层使用ETHERNET连接,包括系统服务器、系统数据库、操作站等;PLC下层使用DEVICENET连接,包括RFID天线、BARCODE扫描枪和分布式IO等。
系统中,AVI服务器上运行罗克韦尔自动化的RSVIEW SE组态软件,不仅提供实时的监视画面供相关人员及时了解整个车间的过车情况,还负责路由的逻辑运算以及与系统数据库的数据交换等。另外,RSVIEW SE还提供冗余功能和客户端功能。
本系统中,PLC采用罗克韦尔自动化的AB品牌的CONTROLLOGIX。CONTROLLOGIX系统PLC属于罗克韦尔自动化的LOGIX5000 平台,该平台提供了单一的集成化控制架构,提供了通用的控制引擎喝软件编程环境,以及跨多个硬件平台的通讯支持,在国内的汽车行业应用广泛。
AVI系统主要依靠安装在车体滑橇上的载码体(如图所示)和固定在车间关键位置的滚床上的RFID天线来进行车体识别和跟踪。每一个RFID天线称为一个 AVI站点,负责进行对载码体的读写,并将读到的信息通过DEVICENET传送到PLC,对于关键的AVI站通常会设置现场操作屏,方便故障的排除和进行一些特殊操作。涂装车间内300个滑橇上均装有一个载码体,载码体中记录着滑橇上承载的车体的信息,其中包括车体需要喷涂的颜色、车型、发生过的质量问题、车体批次号和车体序列号等等。车体的信息在涂装车间上线处,即第一号AVI站写入载码体,直到车间下线口或者换橇后才被清除。写入载码体的信息将被作为这辆车的车体信息,在车体经过整个车间的过程中被识别跟踪。

每当车体经过某个AVI站点,机运系统将停止机运链的运行,并向AVI系统发送车体到位信号。AVI系统收到到位信号后,开始触发RFID天线进行载码体的读写,并将信息发送给PLC,PLC会将该信息送到服务器,供服务器上进行实时的画面显示,并将信息送到数据库。完成读写操作后,AVI系统会向机运系统发送车体放行信号,在某些需要进行路由选择的AVI站,AVI系统还会通过AVI服务器向机运发送路由信息。机运系统收到放行信号和路由信号后后,就会放行车辆。
有关AVI系统的数据流如下图所示:
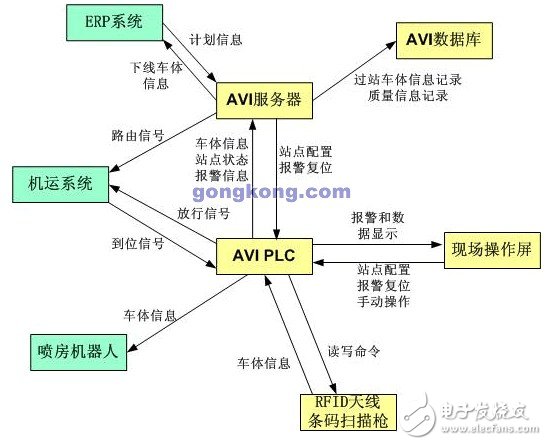
主要的内部数据流:
服务器-PLC
服务器画面是操作员与AVI系统进行交互的界面,用于实时显示车间内每个车体的当前位置和详细信息,这些信息都来源于PLC。
服务器-数据库
服务器会将从PLC收到的车体信息和质量信息等存储到数据库,供以后的报表使用。
PLC-现场操作屏
现场操作屏用于对各个AVI站点进行参数设置或进行一些特殊的操作,另外,PLC的报警和网络节点故障等都将显示在操作屏上,以便相关人员及时的处理故障。
主要的外部数据流
AVI-信息系统
涂装上线口AVI站点写到滑橇载码体的车体信息来源于信息系统下达的计划信息。另外,AVI系统在涂装下线口AVI站点将下线车辆的信息发送到信息系统,以方便总装物料的准备。
AVI-机运系统
机运系统是AVI系统的主要接口系统,为AVI提供准确的车体到位信号。在车间的一些路由点,AVI系统服务器会通过设定好的路由规则,经过脚本计算,得出当前车辆的路由信息,发送给机运,机运将根据该信息正确选道,从而实现机运链的自动运行。
AVI-喷房机器人
在喷房入口的AVI站点,AVI系统可以为喷房机器人系统提供当前进喷房的车辆的车体信息,以便机器人自动选择正确的喷漆颜色和喷涂方式。
5.结束语
在现代化汽车厂的涂装车间里,AVI系统已经是运用最为普遍的自动化系统之一。涂装AVI系统可以帮助汽车制造商降低人力、加强质量管理、提高车间的自动化水平,并为车辆的终身质量追溯提供依据。因此,选择合适的AVI系统解决方案来提高自身的市场竞争力,已经是每个汽车制造商应该考虑的问题。
技术专区
- 什么是AVI系统?给汽车制造业带来了哪些好处?
- HMI为无人驾驶汽车带来了哪些改变?
- 网约车市场突生变故,真会走向垄断?
- 汽车行业正发生巨变:未来移动出行服务呈现两大趋势
- 汽车应用3D转发机应答器线圈系列解析