波峰焊是让插件板的焊接面直接与高温液态锡接触达到焊接目的,其高温液态锡保持一个斜面,并由特殊装置使液态锡形成一道道类似波浪的现象,所以叫“波峰焊”,其主要材料是焊锡条。下面小编为大家分析下线路板波峰焊接后常见缺陷及解决办法:
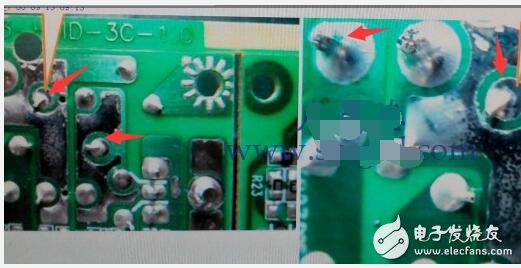
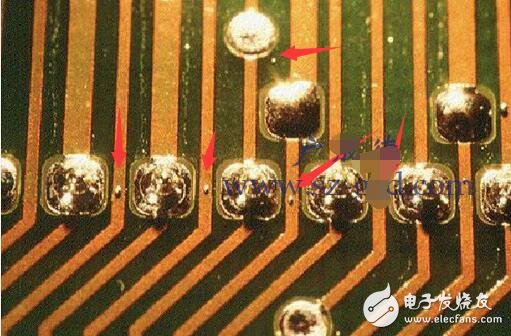
一、元件脚间焊接点桥接连锡
原因:桥接连锡是波峰焊中个比较常见的缺陷,元件引脚间距过近或者波不稳都有可能导致桥接连锡,可能原因如下,焊接温度设置过低,焊接时间过短,焊接完成后下降时间过快,助焊剂喷涂量过少。般这种情况下要检查波和确认焊接坐标是否正确,可以通过提高焊接温度或预热温度,提高焊接时间,增加下降时间,提高助焊剂喷涂量的方法来改善。
二、线路板焊锡面的上锡高度达不到
原因:对于二以上产品来说这也是个比较常见的缺陷,般来讲些金属材质的大元件如电源模块等,由于他们大多与接地脚相接散热较快上锡困难,当然般上锡高度标准会有相应的放松。除此外焊接温度低,助焊剂喷涂量少,波高度低都会导致上锡高度不够。提高预热和焊接温度,多喷涂些助焊剂等可以解决问题。

三、线路板过波峰焊时正面元件浮高
原因:元件过轻或波抬高会导致波将元件冲击浮高上去,或者在插装元件的时候元件没有插到位,轨道速度过快或不稳导致元件歪斜抬高。可以制作夹具将原件压住,由于夹具的吸热可能需要提高预热或焊接温度。推荐阅读:再次焊锡产生的不良原因
四、波峰焊接后线路板有焊点空洞
原因:元件引脚太短尚不能伸出通孔或元件引脚横截面被氧化不上锡,可以加喷助焊剂。
五、波峰焊接后焊点拉
原因:这是个和桥接样发生频率较高的缺陷种类,预热和焊接温度过低,焊接时间太短会导致拉的发生。

六、波峰焊接后线路板上有锡珠
原因:有锡珠时要检查助焊剂的质量或者板子表面是否沾上锡膏,助焊剂中含水在焊接时会炸裂导致锡珠。
七、波峰焊接后元件引脚变细,吃脚
原因:可能是波峰焊焊接温度过高或焊接时间过长,也有可能是引脚间距太近,在焊接个引脚时波带到旁边的引脚导致些引脚被焊接了两次。这种情况可以修改坐标参数尽量避免引脚焊两次,引脚太近的可以起焊接。
八、波峰焊接后线路板上焊接点少锡
原因:波温度过低,波不稳,波高度或焊接高度太低,焊接坐标设置错误都会导致少锡。修正坐标,清洁锡嘴,提高焊接温度,提高波或焊接高度可以解决。
九、波峰焊接后有元件缺失
原因:看缺失的元件是在波峰焊接面还是非焊接面,如果是通孔元件缺失则可以同以上的元件抬高相同原因,焊接面SMT元件缺失时要注意焊接时是否焊接坐标设错导致波带到元件,波是否不稳焊接时碰到附近的料。这种情况可以修正坐标或者将通孔附近的料用白胶点上保护起来,并将情况反馈给DFM团队。
十、溢锡(线路板正面上锡了)
原因:发生这种情况般要检查通孔元件是否missing,看板子是否有明显变形,炉温设置是否过高导致PCB变形,其次要检查元件引脚直径和通孔直径间的配合。如果通孔过大而元件引脚过细就会导致溢锡的发生。可以降低溢锡部位的波高度或焊接高度,降低助焊剂喷涂量。


